摘要:珠江城煙草大廈是我國首先采用風(fēng)力發(fā)電的第一座高度為309米的超高層建筑。故按建筑結(jié)構(gòu)受風(fēng)力荷載、震動(dòng)厲害等復(fù)雜受力狀況設(shè)計(jì)為現(xiàn)場吊裝接頭全部用螺栓連接。本文即介紹在構(gòu)件加工制作時(shí),通過提高每塊板件,每個(gè)零件和小部件的精度,來確保每個(gè)構(gòu)件的質(zhì)量;把影響螺栓孔精度的各種因素的不利減少到最小。也即通過采用新技術(shù),新工藝來達(dá)到高質(zhì)量地按期完成任務(wù)。
1. 概述
1.1 廣州珠江城煙草大廈工程設(shè)計(jì)概況
珠江城項(xiàng)目的設(shè)計(jì)獨(dú)具匠心、個(gè)性鮮明,猶如飽滿渾圓的水晶體,光滑通透,高貴典雅;建筑設(shè)計(jì)綠色環(huán)保,體現(xiàn)了技術(shù)先進(jìn)性,形象標(biāo)志性、環(huán)境協(xié)調(diào)性的統(tǒng)一,是建筑美學(xué)與結(jié)構(gòu)力學(xué)的完美結(jié)合:塔樓線條靈動(dòng)多變,利用穿插交叉的寫意手法,彰顯塔樓的時(shí)尚、現(xiàn)代、節(jié)能理念。
作為珠三角頂尖的綜合商務(wù)物業(yè),珠江城的建設(shè),標(biāo)志著廣州城市建設(shè)進(jìn)入了一個(gè)嶄新的階段,對(duì)帶動(dòng)廣州珠江新城區(qū)CBD商務(wù)圈的發(fā)展體現(xiàn)廣州作為現(xiàn)代化國際大都市追求卓越的奮進(jìn)精神起了關(guān)鍵的推進(jìn)作用,同時(shí),珠江城的節(jié)能環(huán)保理念不僅將提升珠江城區(qū)域乃至整個(gè)廣州市的形象,且在超高層建筑史上也書寫下了濃墨重彩的一部新篇章。見圖1
廣州珠江城煙草大廈效果圖
1.2 工程概況:
珠江新城工程項(xiàng)目位于廣州中央商務(wù)區(qū)的核心區(qū)域--珠江新城內(nèi),由一棟標(biāo)高為309m的主樓和標(biāo)高為33.36m的裙樓組成。
主樓地下5層,地上71層,標(biāo)高為309m,由寬度為13.126m,長度為36m的矩形鋼筋砼結(jié)構(gòu)核心筒與長度為71.2m,兩端寬度為26.25m中間寬度為30m正面為弧形的外框筒結(jié)構(gòu)組成。見圖2:廣州珠江城建筑效果圖。

1.3 工程特點(diǎn)分析
珠江城采用框架核心筒結(jié)構(gòu)體系,具有結(jié)構(gòu)超高、形體新穎、結(jié)構(gòu)復(fù)雜、技術(shù)先進(jìn)等特點(diǎn),這就給我們工程技術(shù)人員提出了嚴(yán)峻的挑戰(zhàn)。
1.3.1 結(jié)構(gòu)超高
珠江城結(jié)構(gòu)高度達(dá)309.6m,在整個(gè)珠江地區(qū)乃至全國都處于超高層建筑的領(lǐng)先行列。
1.3.2 形體新穎
珠江城設(shè)計(jì)獨(dú)具一格,造型線條圓滑流暢,透明的光滑建筑立面晶瑩剔透,整個(gè)造型新穎獨(dú)特,令人嘆為觀止。
1.3.3 結(jié)構(gòu)復(fù)雜
主體結(jié)構(gòu)為帶端部支撐的框架核心筒體系,核心筒為鋼筋混凝土剪力墻結(jié)構(gòu),內(nèi)設(shè)勁性結(jié)構(gòu);外圍柱通過設(shè)備層的外伸及帶狀桁架與核心筒相連。
外部鋼框架由型鋼混凝土巨型角柱、組合型鋼外圍柱、端部斜支撐、鋼邊梁和樓層鋼梁組成;為提高結(jié)構(gòu)的側(cè)向剛度,外圍柱通過外伸桁架和帶狀桁架與核心筒和巨型角柱相連。
1.3.4 技術(shù)先進(jìn)
珠江城項(xiàng)目將風(fēng)力發(fā)電和太陽能發(fā)電首次運(yùn)用于超高層建筑,同時(shí)又把國際上成熟、先進(jìn)的另外9項(xiàng)節(jié)能、環(huán)保技術(shù),高度集成地運(yùn)用在同一建筑中,開創(chuàng)了世界高層建筑發(fā)展的先河。
1.4 本工程施工重點(diǎn)與難點(diǎn)分析
本工程不是一般的超高層建筑,這是因?yàn)樗鼘L(fēng)力發(fā)電和太陽能發(fā)電等首次運(yùn)用在超高層建筑上。因此,其建筑鋼結(jié)構(gòu)就必須按此引起的震動(dòng)等特殊受力狀況來進(jìn)行設(shè)計(jì),如果按一般的超高層建筑,要么現(xiàn)場安裝時(shí)為全焊接結(jié)構(gòu),要么為栓焊混合結(jié)構(gòu)。
而珠江城項(xiàng)目則因考慮到應(yīng)用風(fēng)力發(fā)電等引起的建筑震動(dòng)等因素而引起的復(fù)雜受力狀況,故現(xiàn)場安裝接頭設(shè)計(jì)成了全部用高強(qiáng)度螺栓連接的全栓結(jié)構(gòu)形式。
這種超高層建筑的現(xiàn)場安裝時(shí)采用全栓結(jié)構(gòu)形式在我國超高層建筑史上還是第一次。鑒于珠江城工程項(xiàng)目的鋼結(jié)構(gòu)量大、工期短、大量采用強(qiáng)度等級(jí)高的厚板,且現(xiàn)場安裝節(jié)點(diǎn)又均為高強(qiáng)度螺栓連接,故加工和安裝的難度相當(dāng)大,擬控制重點(diǎn)部位也相當(dāng)多。
1.4.1 施工重點(diǎn)、難點(diǎn)
(1) 構(gòu)件加工精度,特別是構(gòu)件兩端截面的加工精度;
(2) 構(gòu)件預(yù)拱值的確定及其對(duì)端部螺栓孔加工精度的影響;
(3) 焊接應(yīng)力與變形的控制;
(4) 高強(qiáng)度螺栓孔群的加工精度(包括在主體結(jié)構(gòu)中幾何尺寸的控制精度)
(5) 鋼板平整度的矯正與厚度公差的控制。
1.4.2 加工制作重點(diǎn)、難點(diǎn)分析
本工程大量采用了高強(qiáng)螺栓連接節(jié)點(diǎn),其螺栓孔加工量近90萬只。由于螺栓孔數(shù)量巨大,尤其是節(jié)點(diǎn)部分,構(gòu)造復(fù)雜而螺栓孔密集(最多處有676個(gè)螺栓孔),故鋼板的平整度、制孔、裝配、焊接等各個(gè)工序均對(duì)螺栓孔的精度有所影響,進(jìn)而影響到穿孔率,因此如何保證本工程高強(qiáng)螺栓孔的穿孔率。是本工程的重點(diǎn)和難點(diǎn)。
針對(duì)本工程的特殊結(jié)構(gòu),我公司生產(chǎn)技術(shù)人員通過攻關(guān),在提高單件精度,確保整體精度的前提下,確定了“化整為零,精益求精”的指導(dǎo)思想:先將每個(gè)復(fù)雜節(jié)點(diǎn)分解為數(shù)個(gè)小零件及小合攏部件,然后對(duì)每個(gè)零部件在各自的下料、加工制作、拼裝、焊前驗(yàn)收、焊接、焊后矯正驗(yàn)收,最后在精確制作的胎架上進(jìn)行組裝。由于嚴(yán)格控制了每一道工序,高起點(diǎn)、高標(biāo)準(zhǔn)地滿足每一項(xiàng)精度要求,確保了每個(gè)構(gòu)件出場時(shí)的質(zhì)量,就保證了現(xiàn)場安裝工作的順利進(jìn)行和質(zhì)量要求,進(jìn)而滿足整體建筑的使用和外觀要求。
2. 廠內(nèi)加工制作工藝說明
2.1 放樣下料要求
2.1.1 當(dāng)構(gòu)件因材料規(guī)格限制需進(jìn)行拼接時(shí),宜先拼接、對(duì)接焊、檢驗(yàn)、矯正合格后,再按零件尺寸整體劃線、數(shù)控切割、小料加工等;并必須滿足以下規(guī)定:
(1) 所有桿件應(yīng)盡可能按最大長度下料,同時(shí)注意材料的利用率。圖上有注明斷頭時(shí),按圖施工;圖上無注明斷頭時(shí),斷頭必須避開構(gòu)架或開孔邊緣200mm以上,且拼接位置應(yīng)留在內(nèi)力較小處,即斷頭應(yīng)避開構(gòu)件長度L的中間L/3部分。
(2) 拼接鋼板長度最短不得小于2倍的板寬,且不得小于600mm;
2.1.2 當(dāng)不同厚度的鋼板拼接時(shí),當(dāng)板厚相差超過4mm時(shí)應(yīng)作刨斜處理,刨斜比例為不大于1:4;同時(shí)對(duì)于削斜開坡口后無過渡段的,需另行考慮,確保開設(shè)坡口后有過渡段。
2.1.3 焊接H型柱/梁/支撐等如需進(jìn)行對(duì)接時(shí),其面、腹板的接頭形式采用階梯形對(duì)接接頭形式;即其面、腹板接頭不得在同一截面內(nèi),應(yīng)互相錯(cuò)開200mm以上,同時(shí)要避開其上之加勁板安裝位置線,避開距離不得小于150mm。
2.1.4 孔機(jī)加工余量的加放:
(1) 直徑大于80mm的孔需鏜孔,放樣時(shí)按直徑縮小8mm畫線,由風(fēng)割或鉆孔而成;此8mm作為余量送去鏜孔至圖紙尺寸。(不包括灌漿孔、透氣孔等精度要求較低的孔);
(2) 直徑≤80mm的孔可采用直接鉆孔的方法。——除精度要求較高,工藝注明需鏜孔外;
(3) 精度要求較低的孔,可直接切割而成;(如灌漿孔/透氣孔等)
(4) 設(shè)備孔開制說明:
起拱鋼梁上設(shè)備孔,由車間進(jìn)行開制;
非起拱鋼梁上設(shè)備孔,由放樣下料時(shí)直接開制;
(5) 當(dāng)材料需要代用時(shí),應(yīng)征得設(shè)計(jì)、工藝部門的同意方可代用;
2.2 余量的加放
2.2.1 總則
(1) 每條對(duì)接縫加放2mm焊接收縮余量;
(2) 構(gòu)件中全熔透長度兩端均各加長50mm;
2.2.2 所有鋼柱,鋼梁,支撐和牛腿,若由拼接的H鋼,箱形鋼等組成在其長度方向均應(yīng)按要求加放焊接收縮余量。
2.2.3 另外由于在鋼柱、鋼梁、支撐和牛腿處的加勁板,(連接板);以及因有栓釘焊,也均要按一定要求加放焊接余量。
2.2.4 若是由軋制H鋼組成這些零部件,對(duì)加勁板(連接板)及在其上裝焊牛腿等,也要按一定要求在長度方向加放焊接收縮余量。
2.2.5 H型和箱型鋼柱、鋼梁,其長度方向的上下端均應(yīng)各放8mm端銑余量。
2.2.6 T型梁、支撐、牛腿
說明:T200*400*13*21的T排零件,均采用軋制的H型鋼切割而成,無需拼接成型;
此規(guī)格的T型梁、支撐:下料時(shí)長度方向均加放30mm的火工矯正余量;
此規(guī)格的T型牛腿:下料時(shí)長度方向均加放10mm的火工矯正余量;
2.2.7 起拱鋼梁
(1) 鋼梁的起拱均按照設(shè)計(jì)圖所標(biāo)注的起拱值進(jìn)行起拱;
(2) 余量的設(shè)置
對(duì)于需起拱的拼接H型鋼梁和軋制H型鋼梁:
放樣下料時(shí),在其鋼梁兩端各加放30mm余量.待火工起拱后,按照?qǐng)D紙要求劃線鉆孔;
(3) 由火工加熱起拱的鋼梁可采用三折線法起拱,加熱溫度不超過700℃。
(4)由放樣草圖直接做出的拱度應(yīng)做成起拱大圓弧,不為折線狀。
(5) 特殊規(guī)格鋼梁起拱要求
由于材料規(guī)格采購的限制,圖紙上要求起拱的構(gòu)件,如規(guī)格為拼焊BH700*300*13*35時(shí),按以下要求進(jìn)行:
1)此拼制的腹板放樣、下料切割時(shí)按不起拱進(jìn)行;
2)車間制作時(shí),采用火工起拱的形式;
此H型鋼拼制時(shí)具體的焊接順序依照如下進(jìn)行:
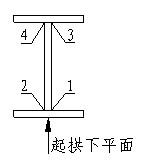
全栓鋼結(jié)構(gòu)超高層建筑起拱下平面
3)余量的設(shè)置:面腹板兩端均加放30mm余量;
2.3 焊縫坡口說明
2.3.1 全栓接鋼結(jié)構(gòu)對(duì)焊接的要求
由于本工程在現(xiàn)場的對(duì)接安裝為全螺栓連接,這就對(duì)構(gòu)件的加工制作提出了特別高的要求。而在加工制作時(shí)各種因素都對(duì)螺栓連接處的尺寸精度有很大的影響。如果不加以重視,則很可能造成現(xiàn)場吊裝時(shí)不能滿足100%的通孔要求。
在這些因素中,焊接的影響尤為重要。在確保焊接質(zhì)量的問題中,首先就要處理好焊接坡口問題。
由于本工程項(xiàng)目中的各種結(jié)構(gòu)形式非常復(fù)雜——節(jié)點(diǎn)處三維方向均有用螺栓連接的構(gòu)件,(其中包括大量采用牛腿與相應(yīng)構(gòu)件對(duì)接的形式),因此其受力就尤其復(fù)雜。
這些構(gòu)件包括:
(1)鋼柱及其牛腿;
(2)水平支撐及鋼梁及其牛腿;
(3)垂直支撐及其牛腿;
(4)帶狀桁架和外伸桁架及其牛腿。
為此,就要嚴(yán)格按各種相應(yīng)的規(guī)范,規(guī)程和標(biāo)準(zhǔn)進(jìn)行設(shè)計(jì)計(jì)算,故進(jìn)行深化設(shè)計(jì)時(shí),就根據(jù)其結(jié)構(gòu)形式和受力狀況來確定該構(gòu)件的各組成部分:板,零件和小部件的全熔透或部分熔透焊的焊接要求和焊縫坡口形式,才能在整個(gè)焊接過程中確保焊接質(zhì)量。
2.3.2 特殊焊縫參改原則說明
(1) 當(dāng)面板厚度小于腹板厚度的H型牛腿自身角接焊縫
當(dāng)為全熔透時(shí),此種狀況的焊接變形量較大,因此將此類牛腿自身拼接要求改為等強(qiáng)焊縫要求(且取得原設(shè)計(jì)的同意;下同)等強(qiáng)焊縫坡口形式,如下圖3所示:
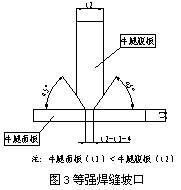
全栓鋼結(jié)構(gòu)超高層建筑等強(qiáng)焊接坡口
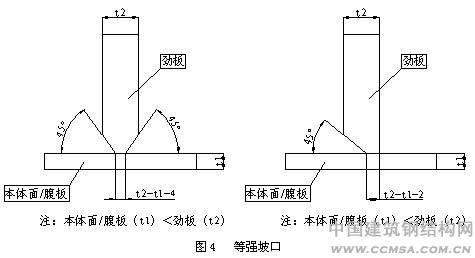
(2) H型本體上與桁架連接的牛腿對(duì)應(yīng)處勁板與本體面、腹板之間的角接焊縫當(dāng)為全熔透時(shí),此焊接變形量較大,因此將此類角接焊接要求改為等強(qiáng)焊縫要求;等強(qiáng)焊縫坡口形式,如下圖4所示:
2.3.3 特殊焊縫處構(gòu)造示例:
2.3.1 特殊H型牛腿焊縫要求(指與鋼梁連接的H型牛腿)
(1)牛腿翼緣板、腹板均為螺栓連接的H型牛腿,其翼緣板、腹板與本體之間的角接焊縫要求,如下圖5所示:
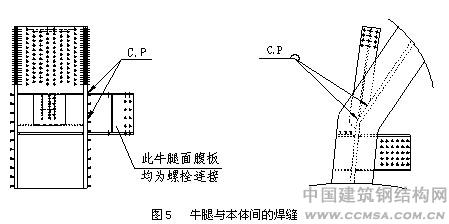
廣州珠江城煙草大廈牛腿與本體間的焊縫
(2)牛腿翼緣板三面均需與本體焊接的H型牛腿,此類H型牛腿的自身組合焊縫、及翼緣板、腹板與主體之間的角接焊縫要求,如下圖6所示:
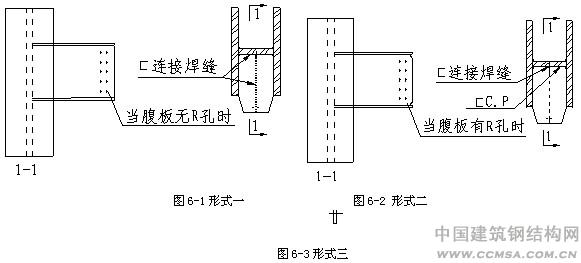
廣州珠江城煙草大廈連接焊縫
3)鋼柱上特殊節(jié)點(diǎn)處焊縫要求
1)構(gòu)件號(hào)為*TZ1~*TZ4鋼柱上節(jié)點(diǎn)處勁板及牛腿的焊縫要求,如下圖7所示:
構(gòu)超高層建筑鋼柱節(jié)點(diǎn)圖")
2)鋼柱上X型節(jié)點(diǎn)焊縫要求,如下圖8所示:
構(gòu)超高層建筑鋼柱節(jié)點(diǎn)拼裝驟")
2.4 反變形的設(shè)置
2.4.1 H鋼柱反變形的設(shè)置:
(1) 考慮因構(gòu)件過短,矯正機(jī)無法矯正,故當(dāng)構(gòu)件長度不大于2米時(shí),均需壓制反變形;
(2) 在無法矯正或面板板厚不大于2倍腹板板厚情況之外,均需壓制反變形。
(3) 壓制反變形的具體角度需根據(jù)不同焊接要求及不同厚度而定;
如 1)、BH1000*1000*50*50:自身拼接均為全熔透時(shí),壓制反變形179度;
2)、BH1600*1600*50*80:自身拼接既有全熔透,又有局部熔透時(shí),壓制反變形179.5度;
3)、BH350*350*25*25:自身拼接既有全熔透,又有局部熔透時(shí),壓制反變形178.5度;
4)、BH600*950*60*80/BH600*900*60*80/BH600*900*60*60(組合鋼柱):
以上型材當(dāng)自身拼接既有全熔透,又有局部熔透時(shí),壓制反變形179.5度;
2.4.2 H鋼梁、支撐、牛腿反變形的設(shè)置:
(1) 當(dāng)構(gòu)件長度不大于2米時(shí),均需壓制反變形;
(2) 在無法矯正或面板板厚不大于2倍腹板板厚情況之外,均需壓制反變形,
(3) 壓制反變形的具體角度需根據(jù)不同焊接要求及不同厚度而定;
1)、自身拼接均為全熔透時(shí):
當(dāng)腹板厚度t小于50mm時(shí),面板厚度t大于50mm時(shí),不壓制反變形;
當(dāng)腹板、面板厚度t大于等于50mm時(shí),壓制179.5度反變形;
當(dāng)腹板、面板厚度35小于t小于50mm時(shí),壓制179度反變形;
2)、自身拼接均為全局部熔透或雙面角焊縫時(shí):
當(dāng)腹板大于面板厚度的情況下,需壓制179.5度反變形;但當(dāng)面/腹板厚度大于等于60mm時(shí),均無需壓制反變形;
當(dāng)腹板小于面板厚度的情況下,且腹板厚度t小于35mm、面板厚度t大于35mm時(shí),不壓制反變形;
當(dāng)腹板小于面板厚度的情況下,且腹板厚度t大于35mm、面板厚度t大于35mm時(shí),壓制179.5反變形;
2.5 典型構(gòu)件的裝焊工藝示例
2.5.1 構(gòu)件的各組成部分:板、零件及小部件的放樣下料、切割、加工(包括壓反變形),以及小合攏裝焊校正、起拱、鉆孔等。每道工序均在施工過程中認(rèn)真執(zhí)行工藝紀(jì)律,并在經(jīng)三檢(自檢、互檢和專檢)之后,方可進(jìn)入下道工序。
2.5.2 構(gòu)件的工藝流程
(1)地面定位基準(zhǔn)線的畫線¬;
(2)專用組裝胎架的制作;
(3)鋼柱下翼緣的定位;
(4)鋼柱腹板安裝位置線的畫線;
(5)鋼柱中腹板的定位;
(6)鋼柱上翼緣的定位;
(7)組裝焊接;
(8)鋼柱側(cè)腹板的定位;
(9)組裝焊接;
(10)柱本體上零部件安裝位置線的畫線;
(11)鋼柱上各加勁板、隔板的安裝并焊接;
(12)鋼柱下端的小零件的安裝焊接(已預(yù)先進(jìn)行好小合攏,并鉆孔);
(13)鋼柱各水平牛腿及上側(cè)面直牛腿、斜牛腿的安裝;
(14)翻身定位并安裝鋼柱下側(cè)面直牛腿、斜牛腿;
(15)牛腿上加勁板、隅撐連接板安裝位置線的劃線;
(16)牛腿上加勁板、隅撐連接板的安裝;
(17)自檢、互檢、提交專職檢查員驗(yàn)收合格后整體焊接;
(18)鋼柱重新定位、校正以及耳板安裝位置線的畫線;
(19)耳板的安裝及焊接;
(20)自檢、互檢合格后,提交專職檢查員及駐廠監(jiān)理進(jìn)行完整性驗(yàn)收;
2.5.3 典型構(gòu)件的裝焊細(xì)則示例:
①以構(gòu)件18TZ8鋼柱為例說明:見圖11
(1)以Y型鋼柱18TZ8型為例說明見圖11
1)由于上、下翼緣板中間有一部分零件必須采用退裝焊法,否則就會(huì)造成有的零件板無法裝焊。
2)另外一定要按預(yù)訂的程序進(jìn)行裝配焊接,以盡量減少焊接應(yīng)力和變形。
3)所有組成構(gòu)件的板,零件,小部件在組裝構(gòu)件前均需按要求進(jìn)行檢驗(yàn),合格后方可參與構(gòu)件組裝,圖9。
構(gòu)超高層建筑構(gòu)件圖")
(2)裝焊細(xì)則:
1)地面定位基準(zhǔn)線的畫線
構(gòu)超高層建筑畫地面定位基準(zhǔn)線")
2)、專用組裝胎架的制作
構(gòu)超高層建筑豎好胎架")
3)、按照“2.6.2構(gòu)件的工藝流程”中的3)~19)進(jìn)行逐步畫線、吊裝和焊接各零部件(下底板、中腹板,中腹板,外腹板,上面板)以及各板件(連接板,加勁板等)和相關(guān)已合攏的各種牛腿(包括孔已鉆孔)注意在吊裝定位時(shí),要對(duì)準(zhǔn)該零部件在該構(gòu)件的位置線、角度及螺栓孔與相關(guān)部件的位置精度。并在焊接時(shí)注意焊接程序,以盡量減少其對(duì)構(gòu)件整體的應(yīng)力應(yīng)變,從而確保螺栓孔的精度。另外為避免在上、下面板和中、外腹板之間的加強(qiáng)板連接板裝好后無法焊接,采取逐步退裝法:即裝好一塊,焊接一塊,并檢查合格一塊;再裝、焊、檢下一塊,直至完成。
4)、畫好鋼柱上隅撐連接板及耳板安裝位置線;然后進(jìn)行安裝焊接如下圖12。
構(gòu)超高層建筑隅掌連接板及耳板的安裝")
5)完整性驗(yàn)收如圖13
收?qǐng)D")
2.5.4 公差要求:
(1)、鋼柱高度:±1mm
(2)、鋼柱寬度:±2mm
(3)、腹板中心偏移:±1mm
(4)、翼緣板垂直度:±2mm
(5)、柱身彎曲矢高:L/1000mm,且不大于10mm
(6)、柱身扭曲:H/250,且不大于5mm
(7)、腹板局部平面度:2mm
(8)、牛腿最外側(cè)螺栓孔至柱中心線的距離:±1mm
(9)、牛腿端部到柱中心的距離:±2mm
(10)、牛腿上平面相互之間的開檔尺寸:±2mm
(11)、牛腿的翹曲或扭曲:2mm
(12)、柱底最外側(cè)螺栓孔至柱頂?shù)木嚯x:±1mm
3. 關(guān)于桁架構(gòu)件的預(yù)拼裝說明
3.1 預(yù)拼裝的目的
由于本工程的帶狀桁架和引伸桁架結(jié)構(gòu)非常復(fù)雜,如圖14所示,其安裝精度要求非常高,故本公司對(duì)已加工好的構(gòu)件進(jìn)行一次預(yù)拼裝,以檢測加工制作的精度,是否能保證現(xiàn)場拼裝及現(xiàn)場全栓結(jié)構(gòu)的安裝質(zhì)量達(dá)到規(guī)范、設(shè)計(jì)要求;亦即能否滿足現(xiàn)場一次拼裝和吊裝成功率,故在廠內(nèi)進(jìn)行桁架的預(yù)拼裝是非常必要的。
點(diǎn)結(jié)構(gòu)三維軸測示意圖")
3.2 桁架構(gòu)件預(yù)拼裝方法
由于桁架構(gòu)件較大,整個(gè)外框水平投影尺寸則更大,是無法進(jìn)行整體分段預(yù)組裝的。故根據(jù)工廠的拼裝平臺(tái)以及拼裝的目的,將構(gòu)件分為若干個(gè)分區(qū)來進(jìn)行拼裝,以檢驗(yàn)構(gòu)件加工的制作精度。
3.2.1 桁架寬度方向(水平方向)的預(yù)拼裝方法
構(gòu)件在寬度方向上的預(yù)拼裝采用分段預(yù)拼的方法進(jìn)行,現(xiàn)取其中兩個(gè)分區(qū)進(jìn)行說明,如下圖15所示:
構(gòu)超高層建筑框架拼裝圖")
3.2.2 桁架高度方向的預(yù)拼裝方法
外框構(gòu)件在高度方向上的預(yù)拼均采用兩節(jié)柱子為一個(gè)拼裝單元進(jìn)行拼裝,下圖為23F~27F層高度方向單個(gè)預(yù)拼單元示意圖16:
構(gòu)超高層建筑軸線高度方向的預(yù)拼裝分區(qū)示意圖")

3.2.3 外框構(gòu)件的預(yù)拼裝細(xì)則工藝(以軸線T2-T4間的分區(qū)為例)
(1) 拼裝胎架面的確定:
為方便預(yù)拼裝,一般采用臥拼的方法進(jìn)行.即將其中同一樓層面的節(jié)點(diǎn)的中心置于水平,同時(shí)保證鋼梁的面板垂直于大地,以利控制拼裝的精度及質(zhì)量。
(2) 地面基準(zhǔn)線的畫線
根據(jù)工藝所提供的預(yù)拼裝線型圖在平臺(tái)上進(jìn)行定位基準(zhǔn)線的畫設(shè),即根據(jù)預(yù)拼裝單元的實(shí)際投影尺寸,在平臺(tái)上劃出節(jié)點(diǎn)和桿件在平臺(tái)上投影的X、Y方向的中心線及外形線等,同時(shí)畫出胎架模板設(shè)置的位置線,畫線后如下圖17所示:
構(gòu)超高層建筑軸線構(gòu)件地面投影線型圖")
(3)預(yù)拼裝胎架的設(shè)置要求
1)、由于預(yù)拼裝胎架是保證構(gòu)件預(yù)拼裝精度的首要條件,因此預(yù)拼裝胎架必須有一定的承載力,并且必須保證胎架設(shè)置的正確性。
2)、本工程構(gòu)件外形尺寸較大,且重量較重,故預(yù)拼裝胎架必須在重型平臺(tái)上進(jìn)行預(yù)拼,以防止胎架發(fā)生沉降變形。
3)、 根據(jù)平臺(tái)上的胎架定位線進(jìn)行胎架豎撐及斜撐的設(shè)置,使胎架自身有足夠的剛度。
4)、胎架豎撐設(shè)置后進(jìn)行胎架模板的安裝,胎架高度必須嚴(yán)格控制,胎架高度按結(jié)構(gòu)模型中的尺寸進(jìn)行相應(yīng)轉(zhuǎn)化,胎架標(biāo)高定位采用全站儀進(jìn)行精確定位,確保胎架的標(biāo)高誤差不大于0.5mm,注意在露天作業(yè)環(huán)境下,為避免日照變化引起的溫差影響,此項(xiàng)工作應(yīng)在凌晨或溫度相對(duì)穩(wěn)定的情況下實(shí)施。
5)、胎架模板的設(shè)置,必須保證節(jié)點(diǎn)和外筒柱的定位方便,且要安全可靠,因此,需設(shè)置專用定位模板,如下圖示,胎架模板須采用數(shù)控切割,以保證胎架的組裝定位精度。胎架模板示意圖見圖18。

6)、胎架設(shè)置后,必須進(jìn)行自檢自查,然后提交專職質(zhì)檢員進(jìn)行驗(yàn)收,合格方可使用,設(shè)置后的拼裝胎架如圖19所示:

(4) 外框柱節(jié)點(diǎn)的定位
1)、定位前必須根據(jù)工藝要求在節(jié)點(diǎn)的柱端部分畫出拼裝定位中心線。
2)、 然后將第一個(gè)Y形節(jié)點(diǎn)吊上胎架,根據(jù)地面外形線以及定位中心線進(jìn)行定位,即把Y形節(jié)點(diǎn)端口的拼裝定位中心線分別對(duì)齊地面中心線,同時(shí)將各端口分別對(duì)齊地面基準(zhǔn)線,再檢測各控制點(diǎn)的水平標(biāo)高是否符合要求,如有誤差進(jìn)行調(diào)整,直至滿足拼裝要求,在定位過程中配以全站儀進(jìn)行精確定位,定位后與胎架搭焊牢固,并將其端口用槽鋼支撐牢靠如圖20所示:
構(gòu)超高層建筑吊裝圖")
3)、分別依次進(jìn)行其它柱節(jié)點(diǎn)的定位,其要求及方法與上相同,定位過程如圖21所示:
構(gòu)超高層建筑吊裝定位圖")
4)、然后將外框柱節(jié)點(diǎn)間的連接板分別用銷軸或螺栓進(jìn)行固定(銷軸或螺栓的直徑比螺栓孔小1mm以內(nèi)),如圖22所示
構(gòu)超高層建筑定位用銷軸螺栓連接")
(5) 與外框柱相連的水平梁及斜撐的定位
在柱節(jié)點(diǎn)定位后,逐步吊裝與外框柱相連的水平梁及斜撐的定位,水平梁及斜撐定位時(shí)要小心輕放,不得與柱節(jié)點(diǎn)產(chǎn)生撞擊,以防移動(dòng)節(jié)點(diǎn),定位時(shí)將其中心線對(duì)齊地面中心線,在保證中心線后查看端部與節(jié)點(diǎn)間的連接,即焊縫間隙,板邊差,連接板對(duì)接接口等,對(duì)超差要進(jìn)行修整,以符合安裝要求,與外框柱相連的水平梁及斜撐定位后如下圖23所示:
構(gòu)超高層建筑逐步吊裝")
拼裝照片")
3.2.4 檢查、測量驗(yàn)收和標(biāo)記
外框構(gòu)件定位結(jié)束后,通過精確調(diào)整進(jìn)行自檢自查,然后組織相關(guān)人員進(jìn)行整體檢查、測量和驗(yàn)收,對(duì)于關(guān)鍵部位的測量,如坡口間隙、板邊差、構(gòu)件開檔尺寸、斜撐與柱及梁的角度、整體線型等必須填寫預(yù)拼裝記錄;預(yù)拼裝檢查驗(yàn)收后,進(jìn)行構(gòu)件間的對(duì)號(hào)入座標(biāo)記,鋼梁在兩端標(biāo)明各自對(duì)應(yīng)的軸線號(hào),明確現(xiàn)場安裝方向,同時(shí)在現(xiàn)場連接處打上對(duì)合標(biāo)記線,作為現(xiàn)場安裝的依據(jù)。
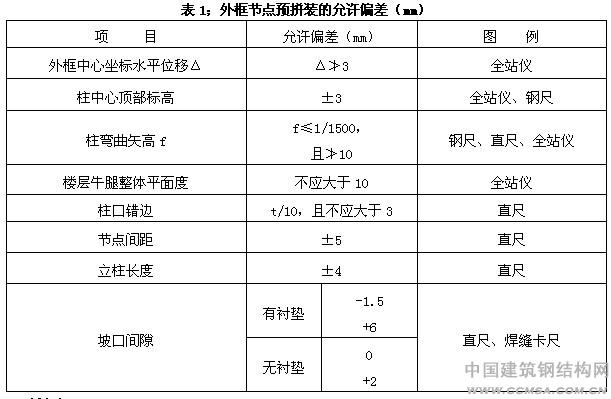
3.2.5 公差要求見表1
4.結(jié)語
珠江城煙草大廈工程與一般的超高層建筑(高度為309米)的不同之處在于:它將風(fēng)力發(fā)電首次運(yùn)用在超高層建筑上。風(fēng)能發(fā)電是珠江城節(jié)能的一大亮點(diǎn),由于珠江城建筑朝向南偏東13度,可充分利用廣州市的東南風(fēng)資源,為此在大樓的中部和上部設(shè)備層設(shè)置高性能的風(fēng)渦輪發(fā)電機(jī)四臺(tái),開創(chuàng)了在超高層建筑上運(yùn)用風(fēng)力發(fā)電的先河。因此,其鋼結(jié)構(gòu)就必須按因迎面受風(fēng)而引起建筑的震動(dòng)等特殊受力狀況來進(jìn)行設(shè)計(jì)。為減少現(xiàn)場安裝工作量大接頭設(shè)計(jì)成全部用高強(qiáng)螺栓連接,這種在高309米的超高層建筑的現(xiàn)場安裝時(shí)采用全栓聯(lián)接形式,在我國超高層建筑史上是第一次!
要確保現(xiàn)場全栓結(jié)構(gòu)安裝時(shí)100%的通孔率,就必須在加工制作和預(yù)拼裝時(shí),對(duì)構(gòu)造極其復(fù)雜且螺栓孔非常密集的鋼結(jié)構(gòu)件的精度有嚴(yán)格的要求和確保措施。
為此,我們滬寧通過技術(shù)攻關(guān),確定“化整為零,精益求精”的指導(dǎo)思想,只有提高單件精度,才能確保整體的質(zhì)量:對(duì)每個(gè)組成鋼構(gòu)件的板件,小零件,小部件的下料,加工制作,拼裝,焊接矯正等各道工序都嚴(yán)格把關(guān);不驗(yàn)收合格絕不流入下道工序的質(zhì)量過程控制。
這種嚴(yán)謹(jǐn)?shù)墓ぷ髯黠L(fēng),精益求精的工作態(tài)度,對(duì)科技創(chuàng)新的執(zhí)著追求,才能使工程的質(zhì)量得到充分的保證。
作者簡介:高繼領(lǐng)(1972-)江蘇滬寧鋼機(jī)股份有限公司副總經(jīng)理,高級(jí)工程師,
聯(lián)系地址:江蘇省宜興市張渚鎮(zhèn)百家村214231
"歡迎大家轉(zhuǎn)摘!轉(zhuǎn)載須注明中國建筑金屬結(jié)構(gòu)協(xié)會(huì)建筑
鋼結(jié)構(gòu)網(wǎng)(www.fsled.com.cn)謝謝合作!"







 :
: 