摘 要:焊接箱體具有制造成本低、生產(chǎn)效率高的顯著特點(diǎn),在裝備制造業(yè)中應(yīng)用廣泛。對(duì)于傳動(dòng)箱體來說,密封性、強(qiáng)度和剛度的要求非常高。現(xiàn)場施工中影響焊接質(zhì)量有很多因素,包括焊接方法、焊接材料、焊接參數(shù)及過程控制等。如何控制箱體變形,提高箱體建造質(zhì)量,是擺在每一位生產(chǎn)管理人員面前的一個(gè)問題。結(jié)合鉆井船升降系統(tǒng)基礎(chǔ)—齒輪箱的建造過程,闡述反變形法、控制焊接工藝法、剛性固定法等典型方式在齒輪箱尺寸控制中的應(yīng)用。
關(guān)鍵詞:尺寸控制;反變形;焊接工藝;剛性固定
1 箱型體介紹及精度要求
文中所述箱型體指的是200ft鉆井船升降系統(tǒng)基礎(chǔ)—齒輪箱。鉆井船升降系統(tǒng)共三套,首部一套,尾部左右舷各一套。每一套升降系統(tǒng)的結(jié)構(gòu)部分均由3個(gè)結(jié)構(gòu)基本相同的固樁單體組成。每一個(gè)單體固樁單體由上下兩部分組成,分界線位于甲板上914mm,上部結(jié)構(gòu)為齒輪箱,主要用于安裝升降系統(tǒng)減速箱及動(dòng)力裝置,并于頂部安裝齒條導(dǎo)向結(jié)構(gòu);下部為升降底座及下滑道,將與樁腿圍井結(jié)構(gòu)焊裝在一起,從下向上依次安裝有齒條端面導(dǎo)板(內(nèi)底板高度區(qū)域)、下部垂向千斤頂基座(機(jī)械甲板高度區(qū)域,用于樁腿的鎖緊)、齒條側(cè)面導(dǎo)板和水平千斤頂基座(主甲板和機(jī)械甲板之間)和上部垂向千斤頂基座(位于主甲板高度區(qū)域)。齒輪箱結(jié)構(gòu)形式為板殼結(jié)構(gòu),建造完成之后成為一個(gè)類似封閉的箱型體。焊接箱體以其制造成本低,生產(chǎn)效率高的顯著特點(diǎn),已經(jīng)廣泛的應(yīng)用到裝備制造業(yè)中;對(duì)其質(zhì)量的要求也越來越高。
齒輪箱為鉆井船升降系統(tǒng)的關(guān)鍵結(jié)構(gòu),精度要求極高,前面板的平面度≤2mm,對(duì)角線距離≤±5mm,側(cè)板與面板垂直度≤1.5mm,結(jié)構(gòu)總體厚度尺寸公差≤±1mm,長度尺寸公差≤±2mm。
2 變形因素分析及一般措施
2.1 焊接變形分析
焊接過程是一種不均勻的加熱和冷卻,是容易造成構(gòu)件產(chǎn)生內(nèi)應(yīng)力而引起變形的主要原因。焊接時(shí),受熱金屬膨脹,周圍不受熱金屬不膨脹,相當(dāng)于剛性固定。于是,受熱金屬的膨脹受到阻礙和抑制,產(chǎn)生了壓縮塑性變形。而焊完冷卻后,焊縫和焊縫附近的金屬,因收縮而變短,卻又受到周圍為受熱的金屬的限制,就使焊件產(chǎn)生了內(nèi)應(yīng)力,以致產(chǎn)生變形[1]。
2.2 反變形法
反變形法就是在焊接前的組對(duì)過程中,先將焊件朝著與焊接變形相反的方向進(jìn)行人為的變形,以達(dá)到焊接后與焊接變形相互抵消,實(shí)現(xiàn)尺寸控制的目的。
反變形在控制焊接變形中的運(yùn)用是最廣泛的一種控制措施。尤其對(duì)于焊接變形的方向與變形量可以預(yù)測的組對(duì),更是每一次現(xiàn)場運(yùn)用的典范。
2.3 控制焊接工藝法
控制焊接工藝法就是通過焊接方法的優(yōu)化,使焊接剩余應(yīng)力分散,避免出現(xiàn)焊接應(yīng)力高峰,有效的控制焊接變形。依據(jù)不同焊接方法的特點(diǎn),以合理的焊接程序控制焊接變形量。
對(duì)于直焊縫,常見的焊接方法有五種,即:分段退焊法、分中逐步退焊法、跳焊法、交替焊接法、分中對(duì)稱焊法【2】。
對(duì)于彎曲或環(huán)形焊縫,常見的焊接方法為同方向?qū)ΨQ施焊。
2.4 鋼性固定法
鋼性固定法就是在焊接前,采用一些額外的固定部件,增加焊件的剛性,減少焊接過程中焊件的自由度,達(dá)到減小焊接變形、控制焊后尺寸的目的。
3 施工過程中的尺寸控制
3.1 前面板平面度控制
升降系統(tǒng)基礎(chǔ)采用類似于組塊的反造法,先在胎架上鋪前面板,然后進(jìn)行內(nèi)部結(jié)構(gòu)的組對(duì)焊接,這樣的建造順序容易導(dǎo)致焊接的上表面單面受熱收縮,從而使前面板兩側(cè)向上翹起。為保證前面板平面度≤2mm,采用反變形措施。

圖1 胎架筋板布置(箱型體施工)
在預(yù)制胎架支撐筋板時(shí),預(yù)留有一定的反變形量:使中間三排的支撐筋板相對(duì)外側(cè)的高出一個(gè)反變形量。通過這種措施,控制前面板在翻身之后,應(yīng)力集中點(diǎn)(主要為中心線、小軸套附近)平面度控制在±2.5mm,翻身后,軸套的氣刨清根、焊接,再發(fā)生變形。通過反變形措施,最終焊接后的前面板的基本平面度為±1mm(圖1)。
3.2 側(cè)板與面板垂直度控制
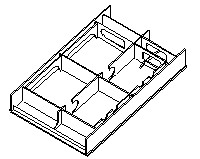
圖2 齒輪箱內(nèi)部結(jié)構(gòu)(箱型體施工)
如圖2所示,側(cè)面板與內(nèi)部結(jié)構(gòu)焊接面存在4條豎直的與內(nèi)部筋板的焊接,而其外側(cè),除與前面板對(duì)接處之外(內(nèi)側(cè)也有此長焊縫),沒有焊接量,因此側(cè)面板在焊接后,必然向箱體內(nèi)部收縮。如果不做好防變形措施,一旦焊接完成后與內(nèi)部結(jié)構(gòu)形成整體,變形幾乎不能調(diào)整。為了保證側(cè)板與面板垂直度≤1.5mm的技術(shù)要求,采用三項(xiàng)主要措施。
第一,如圖3所示,采取反變形措施。在側(cè)板與內(nèi)部筋板對(duì)接處上面留2mm的縫隙的反變形量。
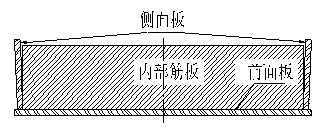
圖3 側(cè)面板反變形(箱型體施工)
第二,如圖4所示,控制焊接工藝。側(cè)面板與前面板連接處存在長達(dá)4386mm的長直焊縫,采用分中對(duì)稱焊法與跳焊法相結(jié)合的方式。
第三,鋼性固定措施,如圖4所示陰影部分為鋼性固定長條。對(duì)于中間筋板比較少的位置,采取鋼性固定措施,減少側(cè)板向內(nèi)部收縮的趨勢。
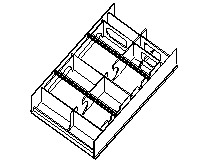
圖4 側(cè)面板鋼性固定(箱型體施工)
采取上述三種控制措施之后,箱體側(cè)板只存在細(xì)小的波浪變形,通過簡單的火調(diào)就能達(dá)到側(cè)板與面板垂直度≤1.5mm技術(shù)要求。最后對(duì)需要與升降系統(tǒng)底座及下滑道對(duì)接合攏的下端口進(jìn)行矩形方度校正,測量其對(duì)角線長度分別為2676mm,2675mm。這說明,下端口為矩形,即兩側(cè)板與面板是垂直的。
3.3 外形尺寸公差控制
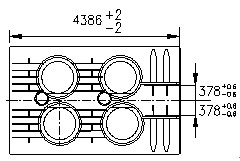
圖5 外形尺寸公差(箱型體施工)
外形尺寸長度保證4386±2mm,施工中采取的措施是以上端為基準(zhǔn)(即為實(shí)料長),下端留有加工余量。這樣處理不僅能保證尺寸,也能夠保證接下來的對(duì)接合攏時(shí)有足夠的應(yīng)對(duì)意外變形的空間(圖5)。
導(dǎo)向板尺寸要求378±0.6mm,加上內(nèi)側(cè)高鉛銅35mm厚度,兩導(dǎo)向板距中心線的距離要求為413±0.6mm。導(dǎo)向板開K型坡口,在焊接時(shí),導(dǎo)向板往兩側(cè)偏移的可能性都存在,但是由于外側(cè)的T型支撐筋板起到支撐作用(相當(dāng)于鋼性固定),使得導(dǎo)向板幾乎不往外側(cè)偏移,只有可能往內(nèi)側(cè)偏移。
為了確保尺寸,施工中主要通過以下兩種方式控制:
第一,鋼性固定措施。如圖6所示陰影部分為所加兩T型和一長條形鋼性固定。
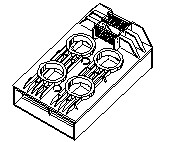
圖6 導(dǎo)向板鋼性固定(箱型體施工)
第二,調(diào)整焊接的工藝。先焊接外側(cè)的4個(gè)T型支撐筋板和內(nèi)側(cè)的4個(gè)三角形筋板,接著采用兩邊兩名焊工同時(shí)施焊的對(duì)稱焊接方式焊接導(dǎo)向板。
通過采取這些措施,焊接結(jié)束后,去除鋼性固定部件,經(jīng)測量,采樣尺寸為412mm,412mm;413mm,412.5mm;412mm,412mm;413mm,412.5mm;413mm,
413mm;413mm,413mm;413mm,413mm;
4 結(jié) 論
1)在箱體焊接過程中綜合利用反變形法、剛性固定法和控制焊接工藝法焊接的箱體不但強(qiáng)度達(dá)標(biāo),而且外形、尺寸符圖,焊接變形小、焊縫美觀。
2)通過對(duì)焊接變形的合理預(yù)測,采取了科學(xué)的控制措施,實(shí)現(xiàn)了對(duì)齒輪箱基礎(chǔ)尺寸的有效控制,在保證產(chǎn)品質(zhì)量的同時(shí)降低了勞動(dòng)成本,提高了工作效率。
參考文獻(xiàn)
[1]唐玉蘭,張君.淺析箱體的焊接過程中常見的問題及解決對(duì)策[J]. 有色礦冶, 2009, 25(2):54-55.
[2]王民鋒,岳彩旺.組塊建造過程中焊接變形的控制[C]∕2008全國鋼結(jié)構(gòu)學(xué)術(shù)年會(huì)論文集.2008
"歡迎大家轉(zhuǎn)摘!轉(zhuǎn)載須注明中國建筑金屬結(jié)構(gòu)協(xié)會(huì)建筑
鋼結(jié)構(gòu)網(wǎng)(www.fsled.com.cn)謝謝合作!"







 :
: 