摘 要:廣東塑料交易所總部大樓建筑外形呈立放的巨型玉璧,采用斜撐框架+核心筒+轉(zhuǎn)換桁架受力體系;斜撐框架為箱型截面,復(fù)雜節(jié)點(diǎn)多桿件匯交而成,由于板件正斜、交錯的密集布置,存在工廠焊接不可達(dá),現(xiàn)場施工灌漿難密實(shí)等不利因素;本文在對斜撐框架復(fù)雜節(jié)點(diǎn)的工藝性分析的基礎(chǔ)上,進(jìn)行了焊接結(jié)構(gòu)優(yōu)化以滿足工藝性的要求,形成一定的經(jīng)濟(jì)性;并通過有限元分析驗(yàn)證了節(jié)點(diǎn)承載力。
關(guān)鍵詞:斜撐框架 復(fù)雜節(jié)點(diǎn) 焊接結(jié)構(gòu)優(yōu)化 工藝性 經(jīng)濟(jì)性 有限元分析
1.工程概況
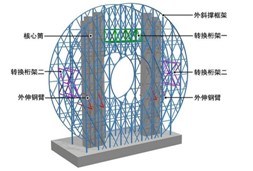
廣東興業(yè)國際倉儲項(xiàng)目科研主樓主體工程建筑外形呈立放的巨型玉璧,外徑146.6m,內(nèi)徑47m,寬28.8m,總高度138m。結(jié)構(gòu)形式為鋼支撐框架+鋼筋混凝土核心筒混合結(jié)構(gòu),由核心筒、外斜撐框架、轉(zhuǎn)換桁架和外伸剛臂、內(nèi)鋼框架和鋼梁+混凝土組合樓蓋等組成,前三者構(gòu)成了本工程主要受力結(jié)構(gòu),見圖1。
圖1 結(jié)構(gòu)體系組成(斜撐框架結(jié)構(gòu)復(fù)雜節(jié)點(diǎn)焊接)
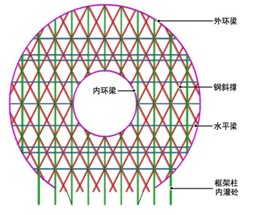
外斜撐框架共兩榀,由框架柱、鋼斜撐和外環(huán)梁、內(nèi)環(huán)梁、水平梁組成,見圖2;布置在結(jié)構(gòu)南北兩側(cè),立面投影大致成圓環(huán)
且左右對稱。框架柱為方鋼管混凝土柱,截面尺寸為日1400x600x14~日1400x800x35、□600x35等;鋼斜撐采用箱型截面
尺寸為□1400x500x50、□500x500x8~35;水平梁截面尺寸為□500x500x8~25;內(nèi)環(huán)梁和外環(huán)梁均為□1000x500x12。鋼
材材質(zhì)為Q345B,壁厚≥40mm為Q345GJC。
圖2 斜撐框架組成
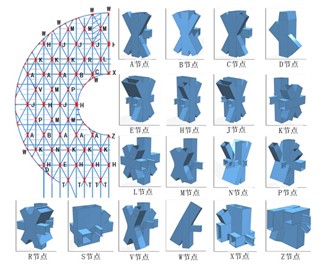
斜撐框架復(fù)雜節(jié)點(diǎn)由上述構(gòu)件匯交而成,主要有18種,部分節(jié)點(diǎn)在節(jié)點(diǎn)區(qū)域壁厚加強(qiáng),主要復(fù)雜節(jié)點(diǎn)的分布與構(gòu)造見圖3,根據(jù)節(jié)點(diǎn)構(gòu)造的相似性,歸類如下:
圖3 主要復(fù)雜節(jié)點(diǎn)布置與構(gòu)造(斜撐框架結(jié)構(gòu)復(fù)雜節(jié)點(diǎn)焊接)
(1)B、C、E、J節(jié)點(diǎn):鋼斜撐(□1400x500x50)與框架柱(日1400x600x50)匯交形成節(jié)點(diǎn)本體,翼板采用X形或Y形的蝶形板;框架梁(□500)和鋼斜撐(□500)交于本體上;柱內(nèi)灌混凝土。
(2)R節(jié)點(diǎn):兩鋼斜撐(□1400x500x50)匯交形成節(jié)點(diǎn)本體,翼板采用X形的蝶形板;框架柱(□600)、框架梁(□500)及轉(zhuǎn)換桁架(□600)貫于本體上。
(3)K、L、M、V節(jié)點(diǎn):兩鋼斜撐(□500)匯交成X形(翼板為X形的蝶形板)或鋼斜撐(□500)與框架梁(□500)匯交成卄形,通過箱型牛腿掛于框架柱(□600)。
(4)A、D、H、S、W、X、Z節(jié)點(diǎn):鋼斜撐(□500)、框架梁(□500)、內(nèi)外環(huán)梁(□1000x500)或轉(zhuǎn)換桁架(□600)匯交于框架柱(日1400x600)上。
(5)N、P節(jié)點(diǎn):框架柱(□600)、框架梁(□500)、轉(zhuǎn)換桁架(□600)等匯交于鋼斜撐(□1400x500x50)上。
2.復(fù)雜節(jié)點(diǎn)焊接結(jié)構(gòu)優(yōu)化原則
本工程斜撐框架節(jié)點(diǎn)受力復(fù)雜、內(nèi)部構(gòu)造復(fù)雜、制作工藝復(fù)雜、現(xiàn)場施工難度大,通過對其進(jìn)行工藝性分析,具有下述特點(diǎn):
(1)節(jié)點(diǎn)的構(gòu)造復(fù)雜,內(nèi)部勁板密集,正斜、交錯的布置形式,形成的內(nèi)部多腔體、小夾角腔體,現(xiàn)場混凝土澆筑難密實(shí),實(shí)體工藝試驗(yàn)也驗(yàn)證了這一點(diǎn)。
(2)節(jié)點(diǎn)內(nèi)部空間一定,勁板的密集與交錯布置,造成內(nèi)部施焊空間小,焊接不可達(dá),工廠制作難度大。
圖4 A類節(jié)點(diǎn)優(yōu)化前形式
(3)節(jié)點(diǎn)翼板X、Y形的蝶形板構(gòu)造,需整板下料,材料利用率低,且節(jié)點(diǎn)內(nèi)部50mm厚勁板Q345GJC-Z25的材質(zhì)要求,未能充分利用材料的強(qiáng)度。
針對節(jié)點(diǎn)特點(diǎn),結(jié)合制作工藝、現(xiàn)場施工工藝及節(jié)點(diǎn)受力性能,優(yōu)化設(shè)計(jì)時必須遵循充分理解原設(shè)計(jì)意圖,保證節(jié)點(diǎn)的承載力,滿足工廠制作和現(xiàn)場施工的工藝性要求的原則,并合理降低工程建造成本,實(shí)現(xiàn)一定的經(jīng)濟(jì)性。
(1)合理選擇和利用材料,提高材料的利用率并充分發(fā)揮構(gòu)件材料的強(qiáng)度。
(2)合理優(yōu)化結(jié)構(gòu)形式,盡量采取簡單、平直明快的構(gòu)造形式,滿足工廠焊接可達(dá)性和現(xiàn)場灌漿密實(shí)性的工藝性要求,有利于施工的方便性、高效性。
3.復(fù)雜節(jié)點(diǎn)的焊接結(jié)構(gòu)優(yōu)化設(shè)計(jì)
3.2.1 斜撐框架A類節(jié)點(diǎn)
斜撐框架A類節(jié)點(diǎn)由口1400x600x25鋼柱、四根口500x16斜撐桿及兩根口600x20水平桿件匯交成。內(nèi)部勁板正斜交錯,板件全熔透焊接施焊難度大,焊接死角多;節(jié)點(diǎn)中存在斜向加勁板,灌漿難以密實(shí),見圖4。
節(jié)點(diǎn)優(yōu)化:
(1)該節(jié)點(diǎn)四根斜撐桿件受力較小,把斜支撐在節(jié)點(diǎn)中的斜向勁板改為水平勁板,主要受力通過鋼柱傳遞;
(2)節(jié)點(diǎn)在斜撐桿件翼緣板位置設(shè)置有一道豎向加勁板,該加勁板與鋼柱中間豎向構(gòu)造勁板間隔僅100mm,考慮到鋼柱中間豎向板為構(gòu)造勁板,節(jié)點(diǎn)區(qū)域加勁板較多,故取消鋼柱中間豎向構(gòu)造勁板。
通過簡化內(nèi)部構(gòu)造,節(jié)點(diǎn)內(nèi)板件均滿足焊縫可達(dá)性,且可以滿足節(jié)點(diǎn)灌漿密實(shí),見圖5。
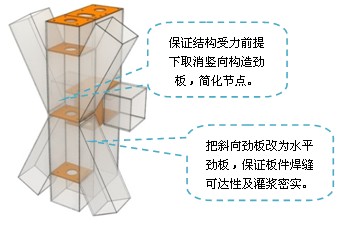
圖5 A類節(jié)點(diǎn)優(yōu)化后形式
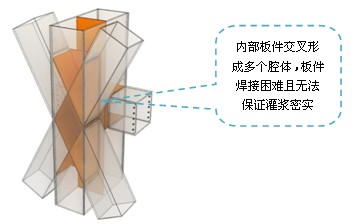
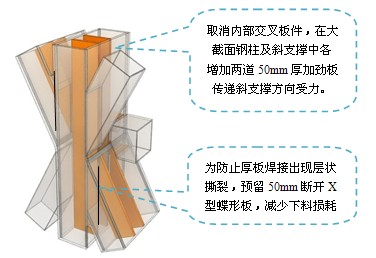
3.2.2斜撐框架B類節(jié)點(diǎn)
斜撐框架B類節(jié)點(diǎn)由口1400x600x50鋼柱、兩根口1400x600x50斜撐桿、兩根口500x16斜撐桿及兩根口600x20水平桿匯交成。
內(nèi)部勁板厚且正斜交錯,斜厚板全熔透焊接難度大,節(jié)點(diǎn)內(nèi)勁板焊接死角多;節(jié)點(diǎn)中加勁板密集,灌漿難以密實(shí);節(jié)點(diǎn)翼緣板
為X型蝶形板,板件下料浪費(fèi)嚴(yán)重,見圖6。
圖6 B類節(jié)點(diǎn)優(yōu)化前形式
節(jié)點(diǎn)優(yōu)化:
1、該節(jié)點(diǎn)兩根大斜撐桿件受力較大,鋼柱無法直接承受斜撐桿上的力。為讓上部斜撐桿上的力能直接而有效的傳遞到下部斜撐桿
上,在斜撐桿及豎向鋼柱中增加兩道50mm厚豎向勁板,斜撐桿上的力由增加的豎向加勁板有效的傳遞到下部構(gòu)件上。
2、取消斜撐桿在鋼柱中的加勁板,僅保留水平桿件在節(jié)點(diǎn)中的水平加勁板,保證水平鋼梁水平方向力有效傳遞下滿足現(xiàn)場灌漿施工。
3、取消X型蝶形整板,減少工廠下料損失。
保證結(jié)構(gòu)安全前提下通過改變及簡化內(nèi)部構(gòu)造,使節(jié)點(diǎn)內(nèi)加勁板件均滿足焊縫要求,且可以滿足節(jié)點(diǎn)灌漿密實(shí),見圖7。
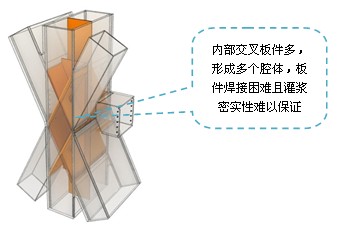
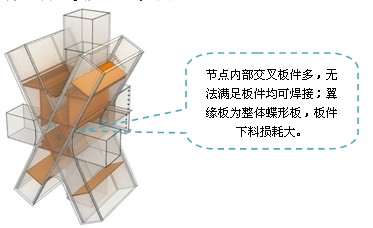
3.2.3斜撐框架M類節(jié)點(diǎn)
斜撐框架M類節(jié)點(diǎn)由四根口500x16斜撐桿相交叉并通過箱型連接桿與口600x16鋼柱匯交成。內(nèi)部勁
圖7 B類節(jié)點(diǎn)優(yōu)化后形式
板多且密,節(jié)點(diǎn)中加勁板焊接死角多,全熔透焊接難度大;交叉節(jié)點(diǎn)翼緣板為X型蝶形整板,板件工廠下料浪費(fèi)大,見圖8。
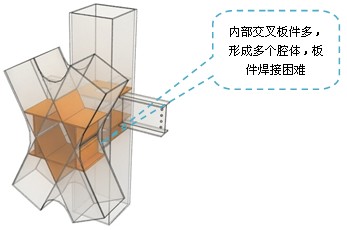
圖8 M類節(jié)點(diǎn)優(yōu)化前形式
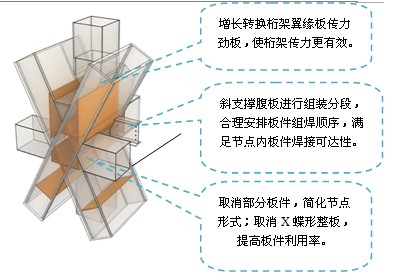
節(jié)點(diǎn)優(yōu)化:
1、該節(jié)點(diǎn)受力較小且主要受壓,為保證主體斜支撐桿有效傳力,在X型交叉節(jié)點(diǎn)中采用豎板傳遞斜支撐所受的力。
2、把X型節(jié)點(diǎn)與鋼柱連接的箱型連接桿的加勁板作為主要傳力板件,斜支撐的腹板與之相貫,并在相交位置增設(shè)一塊水平勁板傳遞水平力。
3、豎向勁板把節(jié)點(diǎn)的X型蝶形整板分開為兩塊K型整板,減少工廠下料損耗。
保證傳力合理有效的前提下,簡化結(jié)構(gòu)形式,保證板件焊接可達(dá)性并減少焊縫重疊,從而減少應(yīng)力集中,見圖9。
圖9 M類節(jié)點(diǎn)優(yōu)化后形式
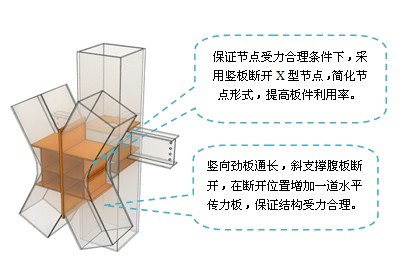
3.2.4斜撐框架R類節(jié)點(diǎn)
斜撐框架R類節(jié)點(diǎn)由兩根口1400x600x35斜撐桿、一根口600x16豎桿、兩根口600x20水平桿及一個轉(zhuǎn)換
桁架匯交成。內(nèi)部勁板厚且正斜交錯,節(jié)點(diǎn)內(nèi)勁板焊接死角多;節(jié)點(diǎn)翼緣板為X型蝶形板,板件下料浪費(fèi)
嚴(yán)重,見圖10。
圖10 R類節(jié)點(diǎn)優(yōu)化前形式
節(jié)點(diǎn)優(yōu)化:
1、該節(jié)點(diǎn)主要受力構(gòu)件為兩根斜支撐及轉(zhuǎn)換桁架構(gòu)件,在保證主要受力構(gòu)件不變的情況下減少非主要受力桿
件的加勁板,以簡化節(jié)點(diǎn)形式,使節(jié)點(diǎn)滿足工廠組裝工藝要求。
2、取消節(jié)點(diǎn)X型蝶形翼緣板,采用傳統(tǒng)的相交桿件對接方式,減少工廠板件下料損耗。
3、對節(jié)點(diǎn)中部分腹板進(jìn)行組裝分段,合理安排板件組焊順序,以滿足節(jié)點(diǎn)內(nèi)板件焊接可達(dá)性。
4、在相交桿件上部增長轉(zhuǎn)換桁架翼緣板傳力勁板,以便桁架傳力更有效,受力更合理,見圖11。
圖11 R類節(jié)點(diǎn)優(yōu)化后形式(斜撐框架結(jié)構(gòu)復(fù)雜節(jié)點(diǎn)焊接)
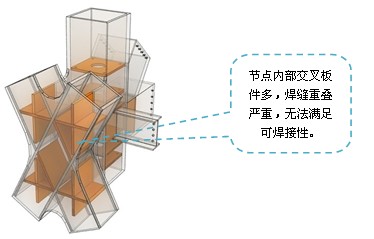
3.2.4斜撐框架V類節(jié)點(diǎn)
斜撐框架V類節(jié)點(diǎn)由四根口600x25斜撐桿、一根口600x20豎桿及一個轉(zhuǎn)換桁架匯交成,四根斜撐桿組
成的X型節(jié)點(diǎn)與豎向鋼柱通過兩塊豎向勁板連接。內(nèi)部勁板多特別是轉(zhuǎn)換桁架伸過來的勁板正斜交錯,
節(jié)點(diǎn)內(nèi)勁板焊接死角多,見圖12。
圖12 V類節(jié)點(diǎn)優(yōu)化前形式
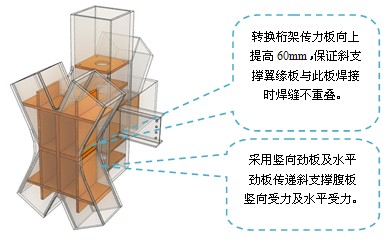
節(jié)點(diǎn)優(yōu)化:
1、轉(zhuǎn)換桁架傳力板向上提高60mm,保證斜支撐翼緣板與此板焊接時焊縫不重疊。滿足焊縫可達(dá)性。
2、采用豎向勁板及水平勁板傳遞斜支撐腹板豎向受力及水平受力,在滿足主要桿件受力情況下簡化節(jié)
點(diǎn)形式,使板件均可焊接。
3、調(diào)整節(jié)點(diǎn)內(nèi)板件組裝順序,使之符合工廠焊接工藝要求,見圖13。
圖13 V類節(jié)點(diǎn)優(yōu)化后形式
4.優(yōu)化后節(jié)點(diǎn)有限元分析
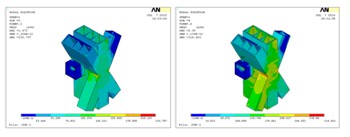
斜撐框架為本工程受力體系主要組成之一,利用大型有限元分析軟件ANSYS對優(yōu)化后節(jié)點(diǎn)的承載力校
核,結(jié)果表明優(yōu)化后節(jié)點(diǎn)的承載力滿足結(jié)構(gòu)受力需要。以B節(jié)點(diǎn)為例,計(jì)算結(jié)果如圖14
圖14 優(yōu)化后節(jié)點(diǎn)有限元分析
從上圖可以看出,優(yōu)化后在設(shè)計(jì)荷載下節(jié)點(diǎn)區(qū)域Von-Mises應(yīng)力為230Mpa,小于材料屈服強(qiáng)度280Mpa(
節(jié)點(diǎn)區(qū)域板厚為50mm);在極限荷載下(2倍的設(shè)計(jì)荷載)下,優(yōu)化后節(jié)點(diǎn)交匯區(qū)域應(yīng)力分別達(dá)到324Mpa。
5.結(jié)語
通過對本工程復(fù)雜節(jié)點(diǎn)的工藝性分析,有目的、有針對性的進(jìn)行焊接結(jié)構(gòu)優(yōu)化,保證節(jié)點(diǎn)承載力的前提下,
解決了本工程復(fù)雜節(jié)點(diǎn)工廠制作的焊接可達(dá)性和現(xiàn)場灌漿難密實(shí)的難題;并提高了材料的利用率,且節(jié)點(diǎn)結(jié)
構(gòu)的簡化提高了施工工效,降低工程成本,確保了復(fù)雜節(jié)點(diǎn)的工藝性并實(shí)現(xiàn)了一定的經(jīng)濟(jì)性。
參考文獻(xiàn)
[1] 焊接手冊 中國機(jī)械工程學(xué)會焊接學(xué)會 機(jī)械工業(yè)出版社 2001年8月
[2] 鋼結(jié)構(gòu)設(shè)計(jì)規(guī)范(GB50017-2003) [S]
(浙江精工鋼結(jié)構(gòu)有限公司,浙江紹興 312030)







 :
: 