摘 要:葫蘆島體育館是大跨度倒三角弓形桁架結(jié)構(gòu),采用了地面整體拼裝,整體吊裝施工工藝。大跨度三角桁架很容易產(chǎn)生焊接變形及旁彎,在拼裝過程中從地樣點(diǎn)、拼裝胎架尺寸精度、主弦桿拼裝尺寸、腹桿拼裝尺寸、兩焊接球支座水平距離及高差值等進(jìn)行主控。并利用鋼結(jié)構(gòu)專業(yè)軟件精細(xì)化建模,查找復(fù)雜結(jié)構(gòu)的重心,確定吊點(diǎn)方便現(xiàn)場吊裝。
關(guān)鍵詞:管桁架結(jié)構(gòu);整體拼裝;整體吊裝;構(gòu)件重心
1 結(jié)構(gòu)概況
葫蘆島體育館地上3層,看臺為鋼筋混凝土結(jié)構(gòu),屋蓋為鋼結(jié)構(gòu),建筑物高度30.8m,有5000個觀眾席位。屋蓋結(jié)構(gòu)外側(cè)為彎弓形倒三角管桁架,主桁架由內(nèi)、外環(huán)支座支撐。體育館中間的弦支穹頂由單層焊接球網(wǎng)架及環(huán)形預(yù)應(yīng)力拉索組成,預(yù)應(yīng)力拉索最終錨固在體育館內(nèi)側(cè)環(huán)形桁架上(圖1)。
本工程主體鋼結(jié)構(gòu)共設(shè)置34榀弓形桁架,桁架采用管桁架結(jié)構(gòu),跨度約30m,榀與榀之間設(shè)置聯(lián)系剪刀撐。
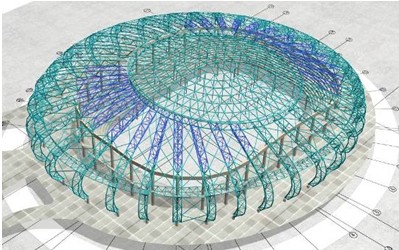
圖1 葫蘆島體育館模型
弓形倒三角桁架共計34榀,弦桿、腹桿相貫焊接,鋼管規(guī)格包括Ф273×8、Ф299×16、Ф159×6、Ф89×4、Ф140×4;單榀桁架拱最大曲線長度為50.4m,桁架拱的下部成弓形曲線。見圖2、圖3。
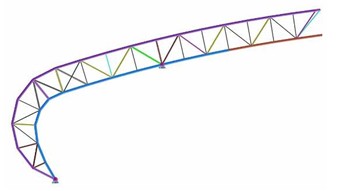
圖2 弓形桁架整體立面
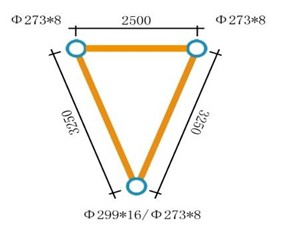
圖3 弓形桁架截面
2 施工工藝
2.1 施工方案概述
根據(jù)現(xiàn)場的吊裝方案和運(yùn)輸條件的限制,每榀桁架拱分段制作,每段15m左右,每段的弦桿和腹桿在工廠散件制作,工廠進(jìn)行整榀桁架拱的預(yù)拼裝;桁架拱腹桿鋼管的相貫線采用數(shù)控五維相貫線切割機(jī)進(jìn)行加工,弦桿弧形部分采用中頻煨彎成型工藝進(jìn)行加工。現(xiàn)場整體拼裝,整體吊裝。單榀桁架重量在10~19t間,最大作業(yè)半徑28m,選用SCC2000型200t履帶吊61.5m主臂工況進(jìn)行整榀吊裝。見圖4、圖5。
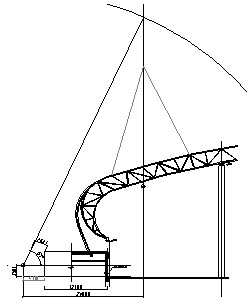
圖4 吊裝工況分析
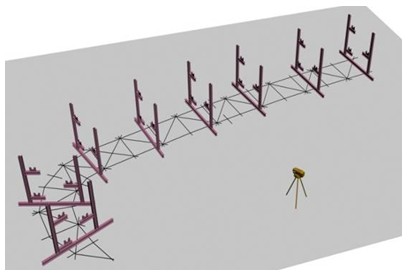
圖5 支撐胎架布置
2.2 拼裝胎架的設(shè)置
按照桁架的三維線模做投影線,并在三維模型中取出三維坐標(biāo),用全站儀投打地樣點(diǎn),在地面上劃出各桿件的投影控制線,作為拼裝的基準(zhǔn)線和檢查線,搭設(shè)拼裝胎架;整榀桁架拱預(yù)拼裝完成,檢查整個桁架的外形尺寸、各段的相對位置,無誤后進(jìn)行接頭的現(xiàn)場連接處理和焊接成型。
2.3 過程質(zhì)量控制
在施工過程中,項目部主要抓過程控制,包括加強(qiáng)技術(shù)交底、細(xì)化方案、地樣點(diǎn)精度、胎架牛腿三維坐標(biāo)、胎架抄平、支撐點(diǎn)沉降、腹桿拼裝順、隱蔽焊縫、焊接順序、焊接質(zhì)量、桁架旁彎、脫胎變形等關(guān)鍵控制項目的過程控制(圖6、圖7)。
在拼裝胎架布置完成后要進(jìn)行通長的整體測量操平,同時在下一榀桁架拼裝前要進(jìn)行復(fù)測,測量偏差允許值應(yīng)符合表1的要求。
表1 桁架拼裝允許偏差
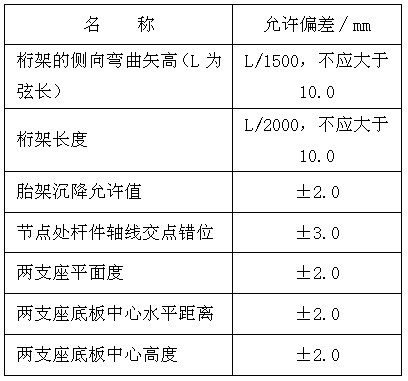
圖6 焊接前后拼裝檢查
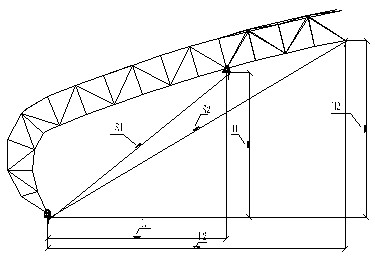
圖7 整體尺寸檢查
3
Tekla Xsteel軟件的應(yīng)用
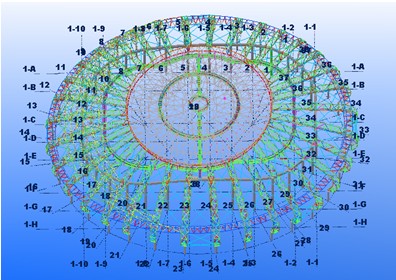
圖8 Tekla
Xsteel模型
Tekla Xsteel 是為結(jié)構(gòu)工程師、細(xì)部設(shè)計員、制造人員和施工人員提供的實用工具。鑒于Xsteel在鋼結(jié)構(gòu)鋼結(jié)構(gòu)中越來越廣泛的應(yīng)用,對于復(fù)雜結(jié)構(gòu)形式重心的確認(rèn)可以非常方便的采用這一工具,提高了鋼結(jié)構(gòu)的生產(chǎn)和安裝的工作效率和方便管理(圖8-圖10)。
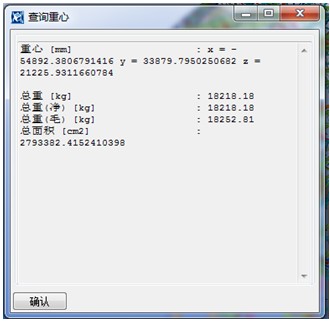
圖9 桁架重心三維坐標(biāo)及重量
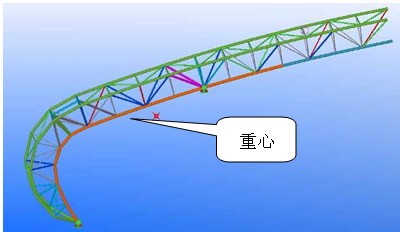
圖10 Tekla中桁架重心模型顯示
4 吊裝工況驗算
為了保證吊裝時的安全性,用Sap2000軟件對弓形桁架結(jié)構(gòu)強(qiáng)度節(jié)點(diǎn)進(jìn)行了驗算(圖11-12,表2)。
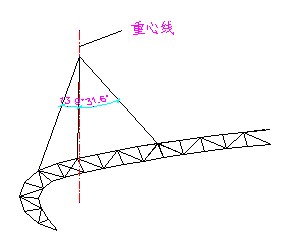
圖11吊裝形式示意
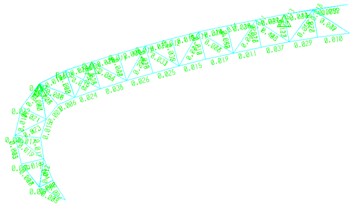
圖12吊裝時桁架整體應(yīng)力圖
表2 節(jié)點(diǎn)反力

結(jié)果表明:吊裝點(diǎn)滿足強(qiáng)度、剛度要求;吊裝過程安全合理。
5 總 結(jié)
葫蘆島體育館弓形桁架為本工程關(guān)鍵構(gòu)件之一,施工質(zhì)量的好壞直接關(guān)系到次桁架、內(nèi)環(huán)桁架、水平撐及屋面檁條等結(jié)構(gòu)的安裝精度,管桁架三根弦桿的拱度控制和主弦桿定位后腹桿的裝配順序的控制、兩焊接球支座底板拼裝精度控制等非常關(guān)鍵。生產(chǎn)過程中,應(yīng)嚴(yán)格按質(zhì)量管理和質(zhì)量保證體系操作并有效運(yùn)行,嚴(yán)格執(zhí)行標(biāo)準(zhǔn)及鋼結(jié)構(gòu)制作規(guī)范要求進(jìn)行工序控制,以確保鋼結(jié)構(gòu)結(jié)構(gòu)制構(gòu)件作質(zhì)量達(dá)到設(shè)計要求。
參考文獻(xiàn)
[1] CECS 280:2010 鋼管結(jié)構(gòu)技術(shù)規(guī)程[S].
[2] GB 50205:2001 鋼結(jié)構(gòu)工程施工質(zhì)量驗收規(guī)范[S].
[3] JGJ 81:2002 建筑鋼結(jié)構(gòu)焊接技術(shù)規(guī)程[S].
(上海寶冶集團(tuán)有限公司鋼結(jié)構(gòu)分公司,上海 201908)







 :
: 